The fibre/matrix Interface in Ceramic Matrix Composites
The first step to developing CMCs samples and components consists of applying a coating to the ceramic fibres. Let’s find out the role of the interface and why it is critical to CMCs’ efficiency.
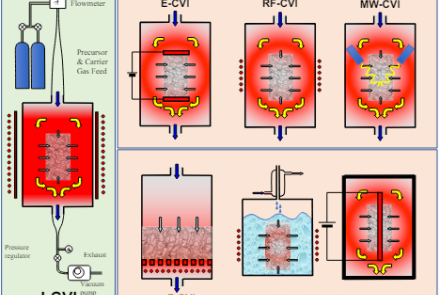
As you might remember from previous blogs, we explored the applications of ceramic matrix composites (CMCs) and the technique of matrix manufacturing by Chemical Vapor Infiltration (CVI) processes. This time we are taking a step forward, exploring how ceramic fibre coating is essential to the innovative materials the CEM-WAVE project is investigating.
CMCs are extremely valuable for applications with demanding thermal and mechanical requirements. The industry developed them to achieve a damage-tolerant behaviour to fracture, thus increasing their toughness. This pseudo-ductile attitude is essential in CMCs because it increases their range of engineering and technical application.
Having a high damage-tolerant pseudo-ductile fracture behaviour while conserving all other advantages of monolithic (non-composite) ceramics at high temperatures makes CMCs revolutionary materials for application in the heavy industry. The control exerted on the fibre-matrix bonding during processing is a way to prevent early brittle failure in CMCs. To achieve such added toughness, we rely on another critical component: the interface.
Brittle failure occurs when a material breaks due to a sudden fracture. Instead of deforming or straining under load, the material quickly cracks. To avoid brittle failure, the bonding between the ceramic fibre and the matrix must be sufficiently weak to allow for debonding and for the fibres to bridge the space between the crack and the matrix. At the same time, the material needs to remain robust enough to permit the sharing of the mechanical load between the fibre and the matrix. This process relaxes the stress field at the crack tip, thus stopping the crack from propagating.
CMCs with a coating at fibre/matrix interface level are called “Weak Interface Composites” (WICs). In WICs, we can appreciate toughening mechanisms such as crack deflection at the fibre/matrix interface, crack-bridging by fibres, and fibre pull-out at the crack level. Thanks to the high strength of the ceramic fibres, WICs can support heavy loads even if the matrix is damaged.
Moreover, another critical task demanded of the interface, is to be stable enough under thermal and environmental loading to avoid degradation of the composite mechanical properties at high temperatures and corrosive atmospheres. For these reasons, the interfacial coating is often used to protect fibres' environmental degradation already at the manufacturing stage.
The Fraunhofer ISC - Center for High Temperature Materials and Design (FHF) is the partner in charge of fibre coating within the CEM-WAVE project. More specifically, the Center for High Temperature Materials and Design (HTL, Bayreuth) has extended experience in developing ceramic coatings for use at high temperatures. Within the CEM-WAVE project, the HTL centre develops fibre coatings for both oxide and non-oxide fibres, which are deposited by a wet-chemical deposition process. By using such deposition method, a large variety of different interface materials can be deposited on the fibres.
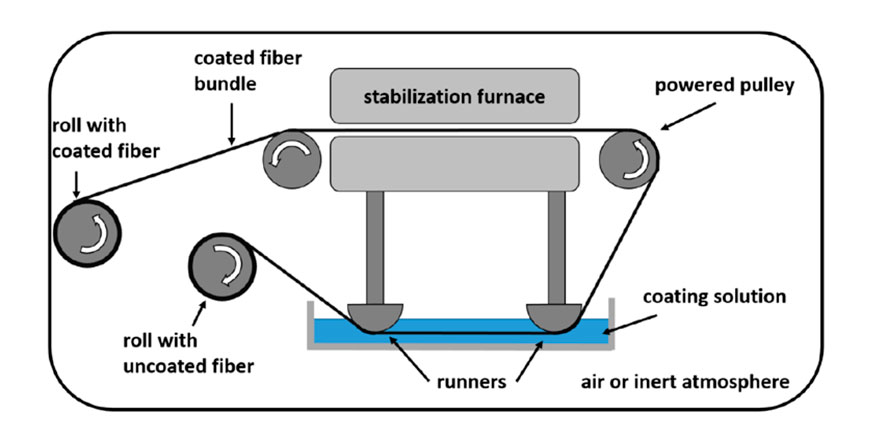
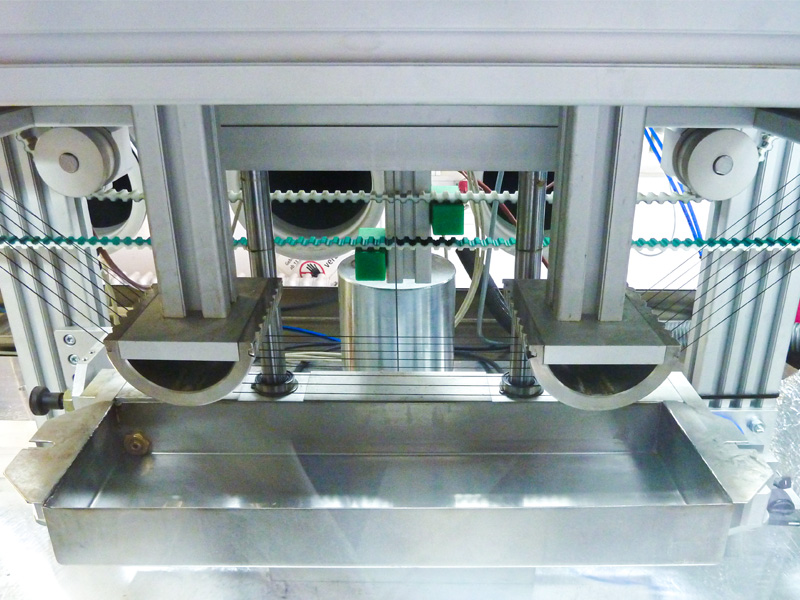
FHF uses an in-house-developed coating machine that applies a roll-to-roll coating process to coat the oxide and non-oxide continuous fibres used to develop the innovative CMCs CEM-WAVE is investigating. The process consists of treating pre-prepared fibres through tailored coating solutions, whose chemical composition varies depending on the materials the fibres are made of, whether they are non-oxide or oxide-based.
Two runners help to maintain the fibres fully immersed in the solution until the coating film adheres to them. Then, the fibres are pulled through a furnace. The furnace heat helps to evaporate the solvent that forms part of the film and stabilises the coating. The coated fibres are subsequently rolled around a spool and transferred to a pyrolysis process, which parameters also differ depending on the coating material applied to the fibres.
In particular, pyrolysis is a thermal treatment that serves to fire and densify the different coating layers. The pyrolysis process can operate under air or inert conditions, at temperatures that can even reach 2100 °C, if needed. Typically, the fibres are pyrolyzed in a continuous process that draws the filament bundle through a vertical tube furnace. While under pyrolysis, it is critical to make sure that the temperature load does not adversely affect the properties of the base material.
The whole coating process from the solution bath to pyrolysis can consist of either one or multiple cycles. It all happens at a speed that can reach up to 1000 meters per hour. The resulting coating can be of either single or multiple layer, depending on needs and desired interface properties. Once the parameters for the whole process are established, the sought thickness of the single or multiple layers can be programmed to be homogeneous around the complete length of the fibre.
The parameters designed to optimise the interface coating process involve identifying the correct concentration of the coating solution, the coating velocity, the stabilization temperature, the pyrolysis temperature and the pyrolysis atmosphere. They can vary greatly, depending on the coating material and on the fibres to be coated. However, it is necessary to define the process parameters before initiating operations.
Based on the described process, FHF will further work on the coated fibres to create the ceramic preforms that will put down the basis for CEM-WAVE to start producing test samples of innovative and energy-efficient CMCs. Keep following our news for more articles on the next steps!